

:quality(80)/p7i.vogel.de/wcms/ab/2b/ab2b95bc018ea75e5c66e1a0bc0e8f71/csm--gallerie-2-20220726-cheng-exoskelett-handschuh-ae--164-f82767bbc7-1920x1079v1.webp "Das Soft-Hand-Exoskelett half einem ALS-Patienten beim Greifen – bei leichter Lähmung zeigte die Studie gegenteilige Effekte. Personen im Bild (v.l.): Wissenschaftler Dr. John Nassour und Prof. Gordon Cheng mit Handschuhtester Nicolas Berberich. (Bild: Astrid Eckert / TU München )")
:quality(80)/p7i.vogel.de/wcms/63/64/63644c831a102a730be26eb680cc798f/innovationsschub-1672x940v1.png "Das acatech Themennetzwerk Gesundheitstechnologien fordert einen stärkeren Fokus auf medizintechnische Innovationen statt reiner Kostendämpfung. (Bild: KI-generiert / G. Deußing)")
:quality(80)/p7i.vogel.de/wcms/ff/68/ff6855b6e6e195e5ea0bcda8a14d4a82/herm-wedding-5202666-4000x2249v1.jpeg "Mit einem kurzfristig eingebrachten Änderungsantrag zum GKV-Beitragssatzstabilisierungsgesetz soll das Verfahren für neue Untersuchungs- und Behandlungsmethoden im Krankenhaus verändert werden. (Bild: )")
:quality(80)/p7i.vogel.de/wcms/cd/7f/cd7f21d05e2cb8f5ef90c230e1b91e31/a6be3b0f-4b39-4f0b-adbe-3ff907152f01-1651x929v1.png "Ein neuer Chip-basierter Metaoberflächen-Biosensor kann Biomarker für traumatische Hirnverletzungen (TBI) bei extrem niedrigen Konzentrationen nachweisen. (Bild: KI-generiert / Guangyuan Li, Beijing Institute of Technology)")
:quality(80)/p7i.vogel.de/wcms/7b/a5/7ba5b3f804485ebef45c5411e0a55336/0127472661v3.jpeg "Das ATN100A3-W200U verfügt über eine verstärkte 2×MOPP-Isolation und eine Isolationsspannung von 4.000VAC zwischen Ein- und Ausgang. (Bild: Bicker Elektronik)")
:quality(80)/p7i.vogel.de/wcms/3c/25/3c25db2cea85aff2e108c65ae0bf0758/0132101412v2.jpeg "Batteriebetriebene Medizingeräte und Homecare-Systeme müssen heute über Jahre hinweg zuverlässig kommunizieren und dabei mit möglichst wenig Energie auskommen. (Bild: Burger Engineering/KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/fc/da/fcda325a9a2a9c7ae35bc878c443286e/0132089311v2.jpeg "Der Zweikomponenten-Spritzguss eignet sich insbesondere für medizinische Komponenten, die unterschiedliche Materialeigenschaften in einem Bauteil erfordern. (Bild: A. Hopf Kunststoffverarbeitung)")
:quality(80)/p7i.vogel.de/wcms/e6/bb/e6bb9b72b30dd43b2894d24065e22ccb/0131511649v2.jpeg "Sobald ein Produkt Gesundheitsdaten generiert oder konsumiert, die in einem EHR landen oder daraus bezogen werden, greifen die Interoperabilitätspflichten. (Bild: © Toowongsa - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/a2/7b/a27b744aab0bfdf53e605e91b45e1ecc/0132012749v1.jpeg "An der Schnittstelle von digitaler und physischer Welt: Spatial Computing Navigation unterstützt bei der Orientierung und Navigation in der Schlüsselloch-Chirurgie. (Bild: © Universitätsklinikum Leipzig / Lilly Schmidt)")
:quality(80)/p7i.vogel.de/wcms/4c/2c/4c2cdfa2dd2b90201d2a925a10bd33fa/0131832568v2.jpeg "KI ist ermöglicht Effizienzsteigerungen ohne Abstriche bei Qualität und Compliance. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/2c/9e/2c9eb89000fad080030ca0e111d8e080/klee-preis-202026-20symbolbild-1448x815v1.png "Prämierte Wissenschaft und Forschung in der Medizintechnik (Bild: KI-generiert / Guido Deußing)")
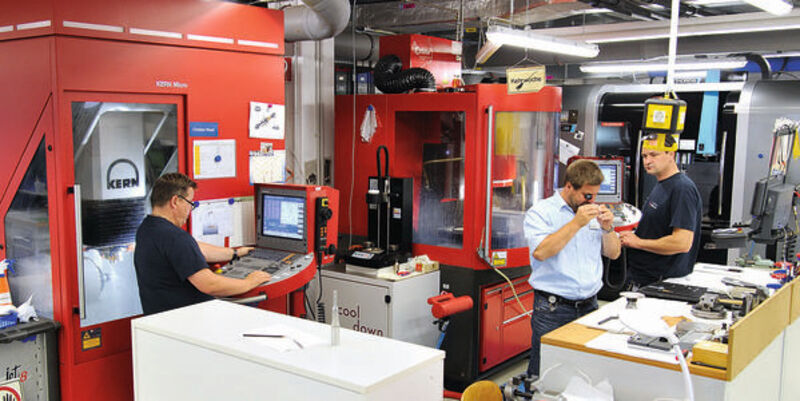
Kern Microtechnik Perfekte Mikrobearbeitung für die Fertigung von Stents
Mit dem Bearbeitungszentrum Kern Micro kann Admedes Schuessler die Herausforderungen bei der präzisen Herstellung komplex geformter Stent-Werkzeuge meistern. Zum Einsatz kommen die Werkzeuge bei der Formgebung für sich selbst entfaltende Stents, die teilweise nur einen halben Millimeter Durchmesser besitzen und Wandstärken im Mikrometerbereich aufweisen.
Anbieter zum Thema
Man wünscht sich, nie auf Produkte von Admedes Schuessler angewiesen zu sein. Aber wenn das Unerwünschte dann doch eintreten sollte, können sie Leben oder Lebensqualität retten. Das 1996 gegründete Pforzheimer Unternehmen gilt als Weltmarktführer für selbstentfaltende Stents sowie für Herzklappenrahmen aus Nitinol und fertigt diese Produkte für Medizintechnikhersteller in aller Welt. Gefertigt werden die Implantate aus der Formgedächtnislegierung Nitinol. Bei bestimmten Umgebungstemperaturen nehmen Strukturen aus dieser Nickel-Titan-Legierung auch nach extremer Deformation wieder ihre Ursprungsform an. Entsprechende Implantate werden entweder mit präzisen Lasern aus Nitinolröhrchen geschnitten, oder es werden Nitinoldrähte geflochten.
Komplexe Freiformflächen und Präzision
In beiden Fällen entstehen filigrane Gitterstrukturen. Und für beide Arten von Stents sind jeweils präzise formgebende Werkzeuge erforderlich. Die diffizilsten ihrer Art stellt Admedes Schuessler mit den Bearbeitungszentren Kern Evo und seit November 2013 auch mit der Kern Micro her. Die Anforderungen an die Bearbeitungszentren werden bei einem Blick auf die zu fertigenden Dimensionen deutlich: Die dünnsten Stents sind teilweise nur 0,5 mm dick und besitzen Wandstärken im Mikrometerbereich.
Mathias Hess, Leiter Werkzeug- und Vorrichtungsbau bei Admedes Schuessler, nimmt einen auf den ersten Blick unscheinbaren Flechtdorn in die Hand und weist auf die feinen Vertiefungen hin, von denen die Oberfläche durchzogen ist: „Wenn nicht jeder Steg eines Stents exakt dort fixiert wird, wo er liegen soll, stimmt die Statik nicht mehr und das Produkt kann seine Aufgabe nicht erfüllen.“
Wie komplex die Fertigungsaufgabe tatsächlich ist, wird an einem Beispielwerkzeug deutlich, das für die Herstellung von Stents verwendet wird: Der formgebende Bereich ist zirka 15 cm lang. Im vorderen Teil noch rotationssymmetrisch geformt, wechselt das Werkzeug in Richtung des Schafts gleitend in eine sich über die restliche Länge stetig ändernde 3D-Form. Dabei zeichnen hauchdünne, gefräste Linien über die komplette Werkzeugoberfläche eine feine Gitterstruktur. Dort hinein werden später 6 bis 8 µm dicke Nitinoldrähte platziert. „Über die gesamte Werkzeuglänge darf die Abweichung der Linien maximal 10 µm betragen“, erläutert Hess und verweist zudem auf die schwer zu bearbeitenden Edelstahlsorten.
Entscheidend ist hier vor allem die simultane Fünf-Achs-Bearbeitung. Damit lassen sich schnell und problemlos Freiformflächen fräsen. „In der Präzision steht die Micro der Evo nicht nach“, sagt Hess, hebt aber einen wesentlichen Vorteil der Kern Micro hervor – den Bearbeitungsbereich. Werkstücke bis zu einem Durchmesser von 350 x 220 mm können in der kompakten Maschine fünfachsig simultan bearbeitet werden.
Präzise Fünf-Achs-Bearbeitung im Dauerbetrieb
Die Kern Micro arbeite mit extrem hoher Laufruhe. Die Maschine sei zudem robust, stabil und erlaube die hohen Spindeldrehzahlen, die für sogenannte Mikrofräser mit Durchmessern im Bereich von einem Zehntelmillimeter nötig sind. Erzielt werden zudem extrem glatte Oberflächen. Ausgestattet mit einer Steuerung von Heidenhain gestaltete sich die Anbindung ans CAM-System völlig problemlos. Als weitere wichtige Eigenschaft nennt der Werkzeugbau-Leiter die „extrem hohe Präzision auch im Dauerbetrieb, die andere Maschinen so nicht erreichen.“
weiter auf der nächsten Seite
(ID:43227150)
:quality(80)/p7i.vogel.de/wcms/1b/3c/1b3cd27ed1c44eaa1cc82cde7ca3589a/0131911124v2.jpeg "Die Klöppel für die Drahtführung werden über ein hochdynamisches Magnetweichensystem zwischen den Flechtbahnen übergeben – gesteuert durch die B&R-Servotechnologie. (Bild: B&R)")
:quality(80)/p7i.vogel.de/wcms/a8/44/a8449e52297a493e70ab67bdcb96d197/0130417344v2.jpeg "Stanzinstrumente für arthroskopische Eingriffe (Bild: Getsch+Hiller)")